培训课时 :2个月
授课模式:线下/线下
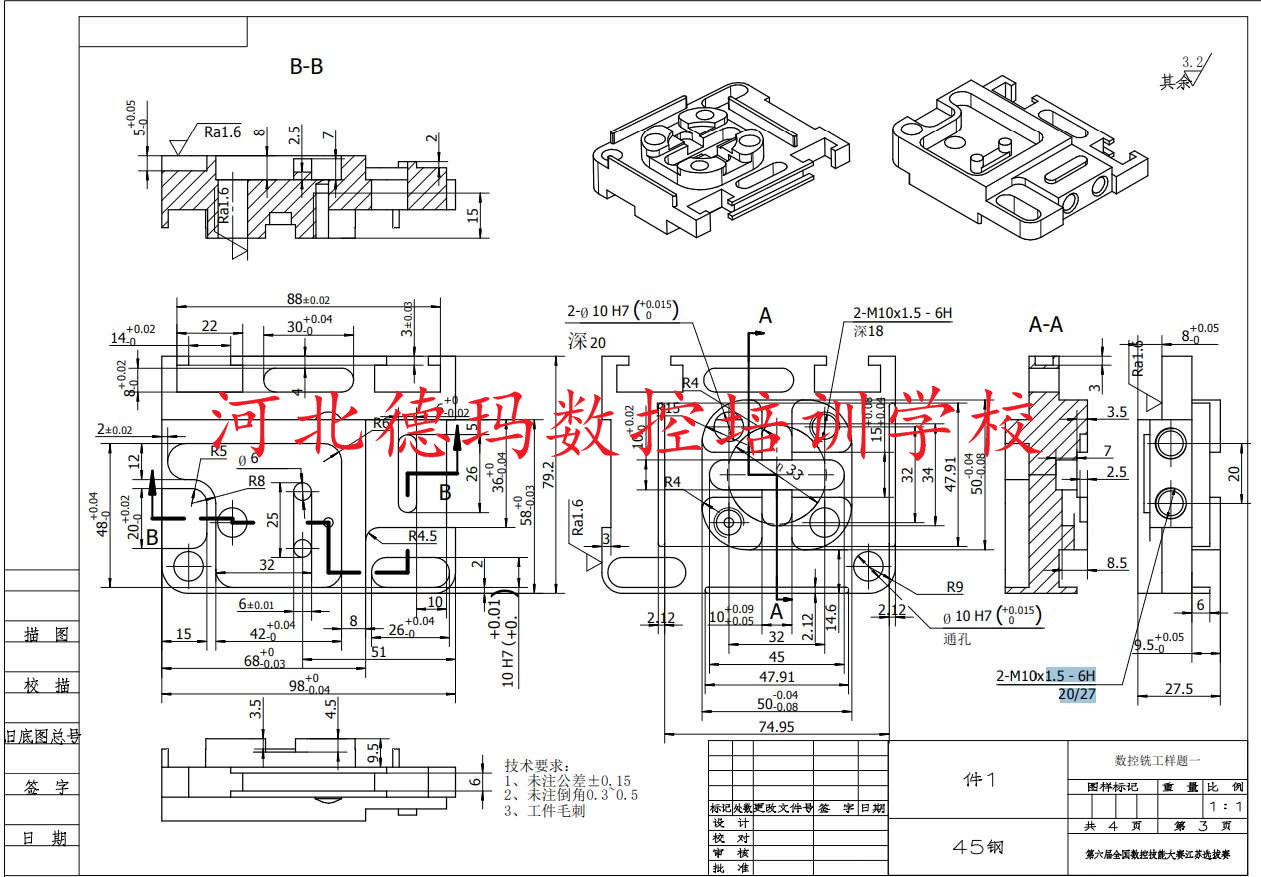
培训课程:模具设计
适用对象:在职人员、应届毕业生、想自由创业者、零基础
培训时间:学会为止
石家庄德玛数控培训是一家的CNC数控编程培训学校,是石家庄一家完全工厂模式结合理论与实战、学成后直接安排工作的培训学校。是由多名编程员跟设计创立,每位学员都由创始人亲自授教。学校承诺是小班教学,不限学时,直到学会为止。拥有的机床(马扎克带四轴机床)和车间,供学员实践。舒适的学习环境及可选择全日制住宿学习,为学员创造良好的学习条件。
在学编程之前。 好了解一下方面的知识。因为不了解。就不懂得如何选刀,不懂得选刀就会直接造成加工效率降低,加工效果不好。举个例子,开粗的时候我们尽量要选择大一点的刀,而且多数用飞刀开粗。这是为什么呢, 。选大刀是为了提高加工效率,因为开粗是要尽快的把毛胚 加工成雏形。这期间几乎不需要光洁度和精度,*二。选飞刀是为了在加工过程中磨损后及时更换刀粒,不至于中途换刀。这样可以节省很多时间。记得有一次。学员在做练习的时候用了一把2mm的刀走80深的位置。这样显然不行,但他不知道。因为他不了解,原因很简单。刀长了。
在加工过程中遇到震文河北德玛数控培训建议可以采用以下几种方法来减小径向跳动:三、减少径向跳动的方法,解决方案:磨损或受损后不锋利,则重新磨刀或选择更好的重新对刀机床产生共振或放置不平稳,调整水平,打下基础,固定平稳机械产生爬行的原因为拖板导轨磨损厉害。丝杠滚珠磨损或松动,机床应注意保养,上下班之后应清扫铁丝,并及时加润滑油,以减少摩擦选择适合工件加工的冷却液,在能达到其他工序加工要求的情况下,尽量选用较高的主轴转速。故障原因:刀尖受损,不锋利;机床产生共振,不锋利,放置不平稳;机床有爬行现象;加工工艺不好。
河北德玛数控培训学校整理:对刀技巧,对刀分为对刀仪对刀及直接对刀,我厂大部分车床无对刀仪,为直接对刀。以下所说对刀技巧为直接对刀,先选择零件右端面中心为对刀点,并设为零点。机床回原点后,每一把需要用到的 都以零件右端面中心为零点对刀; 接触到右端面输入Z0点击测量。 的刀补值里面就会自动记录下测量的数值,这表示Z轴对刀对好了,X对刀为试切对刀,用 车零件外圆少些,测量被车外圆数值(如x为20mm)输入x20。点击测量。刀补值会自动记录下测量的数值,这时x轴也对好了;这种对刀方法,就算机床断电,来电重启后仍然不会改变对刀值。
河北德玛数控培训整理:对于三坐标数控铣床或三坐标加工中心,相对数控车床或车铣加工中心复杂很多,根据数控程序的要求,不仅需要确定坐标系的位置(X0,Y0,Z0),而且要同加工坐标系G54、G55、G56、G57等的确定有关,有时也取决于操作者的习惯。对刀点可以设在被加工零件上,也可以设在夹具上,但是必须与零件的定位基准有一定的坐标关系,Z方向可以简单的通过确定一个*检测的平面确定,而X、Y方向确定需要根据具体零件选择与定位基准有关的平面、圆,对于数控车床或车铣加工中心类数控设备,由于中心位置(X0。A0)已有数控设备确定。

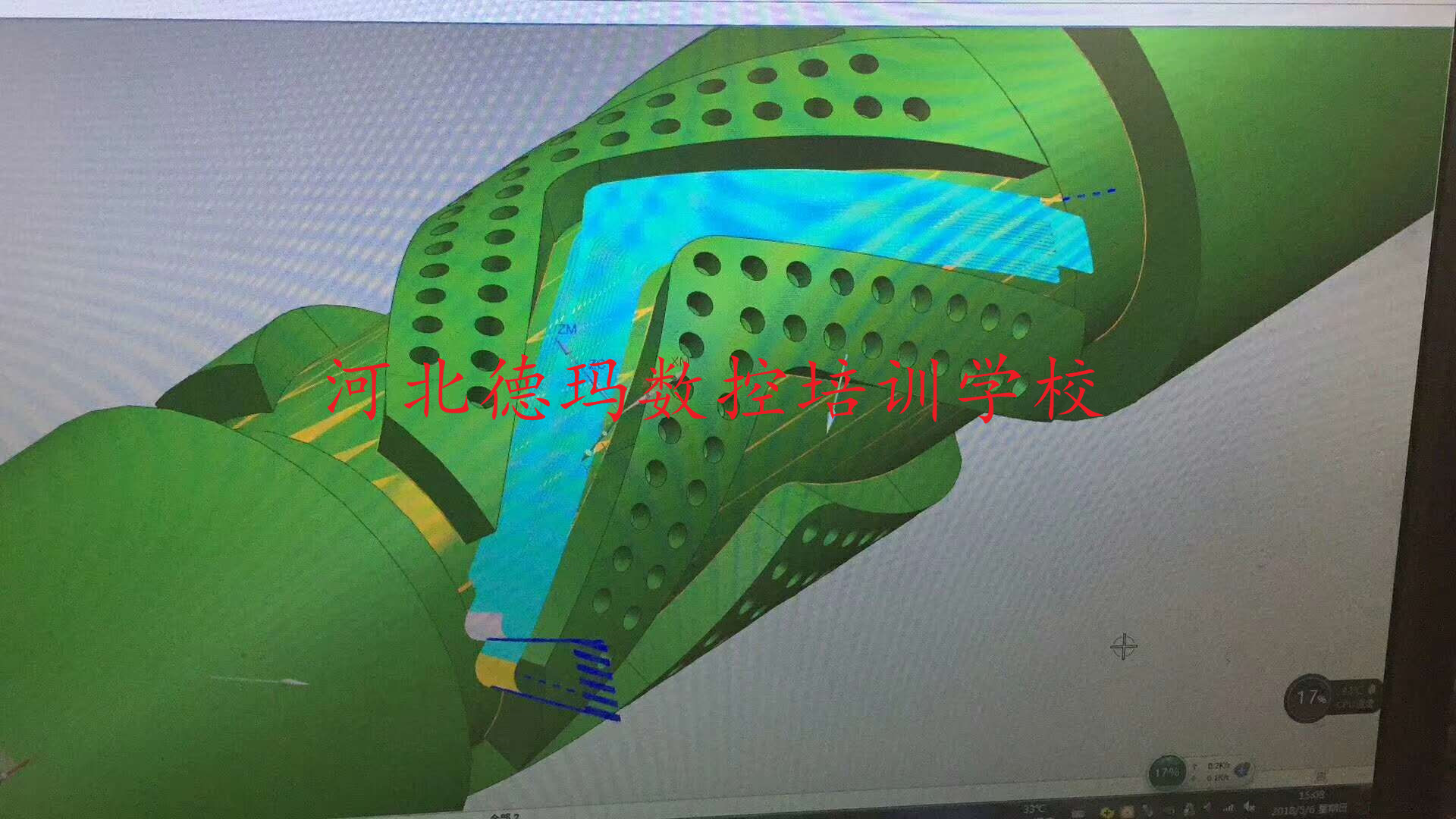
切削用量的合理选择,切削用量的确定是数控加工工艺的重要内容,它的大小是机床主运动和进给运动的重要参数,对工件加工精度、加工效率以及磨损有着重要的影响。切削用量的选择包括切削速度、背吃刀量以及进给量,基本的选择原则是:在刚度允许的条件下,粗加工取较大的切削深度。以减少走刀次数。提高工件生产率;精加工一般取较小的切削深度。以获得较高的表面质量,加工 。切削 模块UG/Vericut是集成在UG软件中的第三方模块,它采用人机交互方式模拟、检验和显示NC加工程序,是一种方便的。验证数控程序的方法,由于省去了试切样件的步骤。
※适合岗位:工业产品设计、外观造型、结构设计师、产品项目、产品绘图员
※培训目标:熟练NXU品设计软件,达到工厂2-3年工业产品设计经验
※招生对象:初高中以上、大中专毕业生、工厂普工,想学一门实用技术都可以报名
http://hbsjzcnc110.cn.b2b168.com








