培训课时 :2个月
授课模式:线下/线下
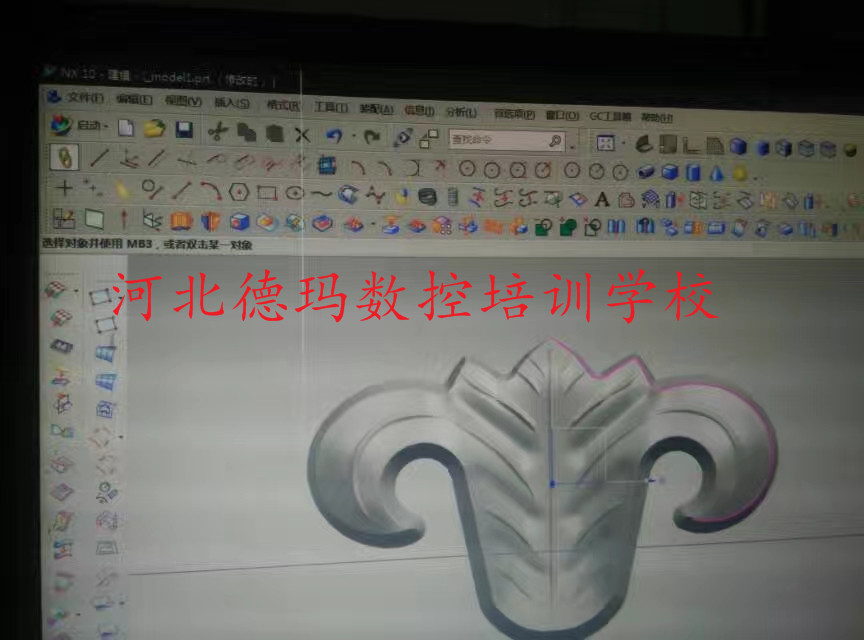
培训课程:模具设计
适用对象:在职人员、应届毕业生、想自由创业者、零基础
培训时间:学会为止 包教会
石家庄德玛数控模具学院所拥有的优势:
1.在于石家庄德玛数控模具学院有着多年的实际工作经验授课完全按照工厂实际工作流程利用我们曾经在工厂设计过的模具,产品进行讲解。
2.石家庄德玛数控模具学院这里实行小班(3-5人/班)把手教学,不限学时,直到学会找到工作为止。
3.石家庄德玛数控模具学院分全日制学习和业余学习,上课时间可根据
学员的时间灵活安排。
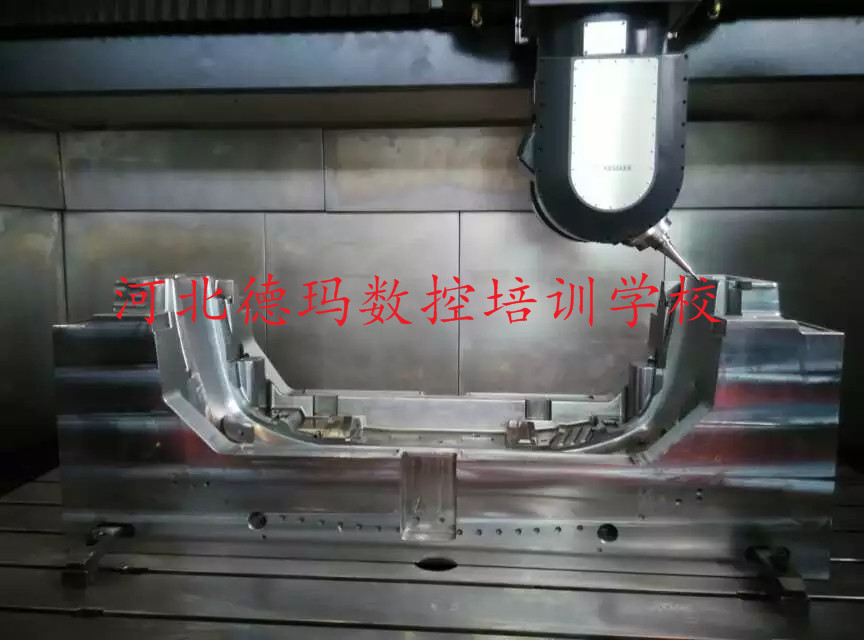
4.石家庄德玛数控模具学院有自己的实习车间,三轴加工中心,五轴联动加工中心,车铣复合等设备供学员实操。
5.石家庄德玛数控模具学院这里的学生后续在工厂工作中遇到任何问题我们都会为学生解决。
磨床的一种。主要用砂轮旋转研磨工件以使其可达到要求的平整度,根据工作台形状可分为 矩形工作台和圆形工作台两种,矩形工作台平面磨床的主参数为工作台宽度及长度, 圆形工作台的主参数为工作台面直径。根据轴类的不同可分为卧轴及立轴磨床之分。 如M7432立轴圆台平面磨床,4080卧轴矩台平面磨床。

进给速度是数控机床切削用量中的重要参数,主要根据零件的加工精度和表面粗糙度要求以及、工件的材料性质选取。大进给速度受机床刚度和进给系统的性能限制。确定进给速度的原则:当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。一般在100一200mm/min范围内选取;在切断、加工深孔或用高速钢加工时,宜选择较低的进给速度,一般在20一50mm/min范围内选取;当加工精度,表面粗糙度要求高时,进给速度应选小些,一般在20--50mm/min 范围内选取;空行程时,特别是远距离“回零”时,可以设定该机床数控系统设定的进给速度。
背吃刀量根据机床、工件和的刚度来决定,在刚度允许的条件下,应尽可能使背吃刀量等于工件的加工余量,这样可以减少走刀次数,提高生产效率。为了保证加工表面质量,可留少量精加工余量,一般0.2一0.5m m,总之,切削用量的具体数值应根据机床性能、相关的手册并结合实际经验用类比方法确定。同时,使主轴转速、切削深度及进给速度三者能相互适应,以形成切削用量。切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。所谓“合理的”切削用量是指充分利用切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。
美国DELCAM公司开发的基于特征的全功能CAM软件,全新的特征概念,的特征识别,基于工艺知识库的材料库,库,图标导航的基于工艺卡片的编程模式。全模块的软件,从2~5轴铣削,到车铣复合加工,从曲面加工到线切割加工,为车间编程提供全面解决方案。DELCAM软件后编辑功能相对来说是比较好的。国内一些制造企业正在逐步引进,以满足行业发展的需求,属新兴产品。
日常查找液压系统故障的传统方法是逻辑分析逐步逼近断。基本思路是综合分析、条件判断。即维修人员通过观察、听、触摸和简单的测试以及对液压系统的理解,凭经验来判断故障发生的原因。当液压系统出现故障时,故障根源有许多种可能。采用逻辑代数方法,将可能故障原因列表,然后根据先易后难原则逐一进行逻辑判断,逐项逼近,终找出故障原因和引起故障的具体条件。
※如需了解更多的数控机床培训班、课程、价格、试听等信息,也可以联系石家庄德玛数控培训的,定制专属课程,开始您的学习之旅。
http://hbsjzcnc110.cn.b2b168.com









