培训课时 :2个月
授课模式:线下/线下
培训课程:模具设计
适用对象:在职人员、应届毕业生、想自由创业者、零基础
培训时间:学会为止 包教会
石家庄德玛数控培训数控技术专业课程设置:
机械制图,机械设计基础,机械数控切割机制造基础,液压与气压传动,电工电子技术,数控原理与系统,高等数学,数控加工工艺与编程,机械加工工艺与装备,机床故障诊断与维修,Mastercam,UG设计与制造,车间 实训,质量管理。
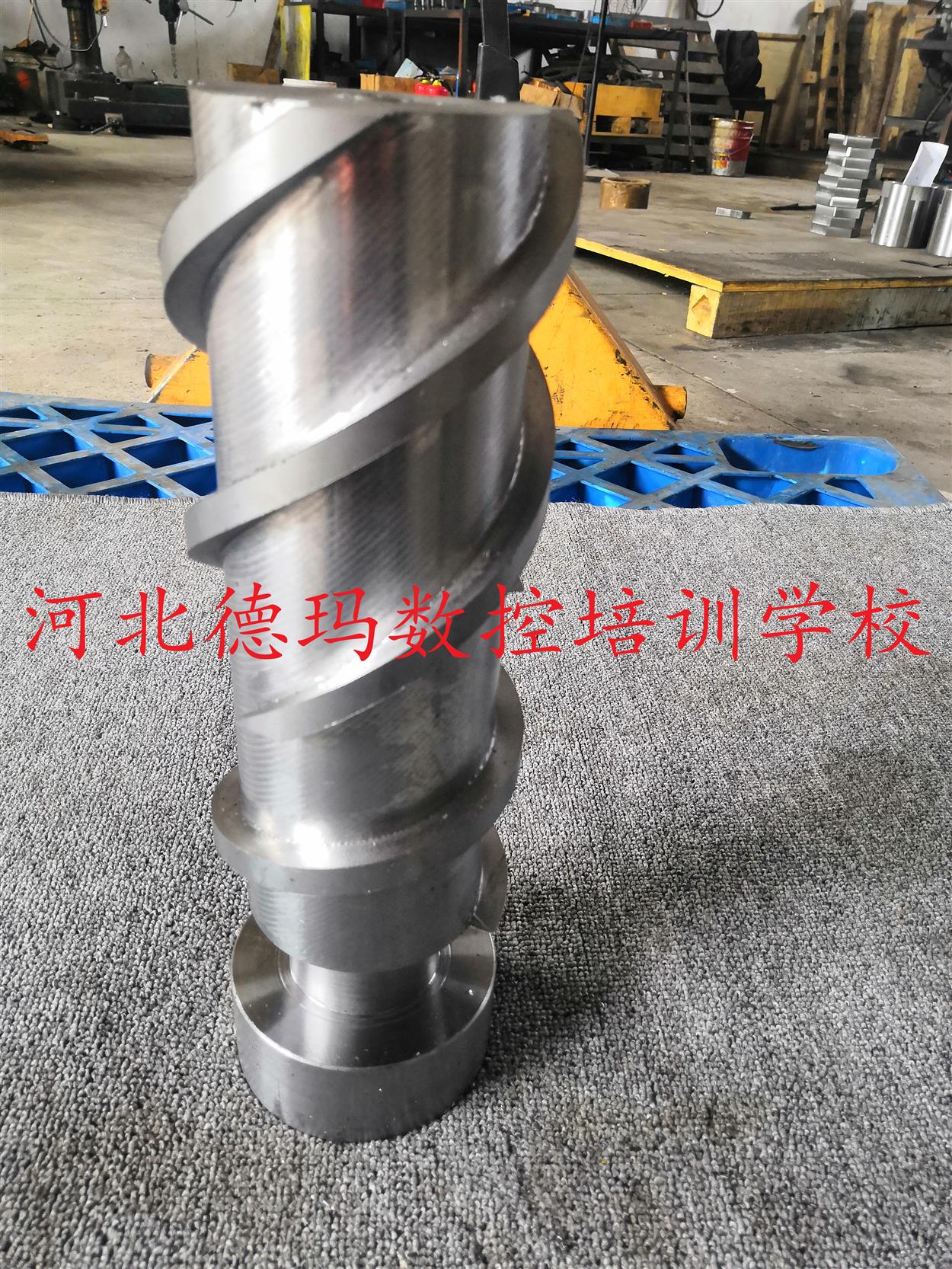
对于退火难以软化的某些合金钢,在淬火(或正火)后常采用高温回火,使钢中碳化物适当聚集,将硬度降低,以利切削加工。退火:指金属材料加热到适当的温度,保持一定的时间,然后缓慢冷却的热处理工艺。常见的退火工艺有:再结晶退火、去应力退火、球化退火、完全退火等。退火的目的:主要是降低金属材料的硬度,提高塑性,以利切削加工或压力加工,减少残余应力,提高组 织和成分的均匀化,或为后道热处理作好组织准备等。正火:指将钢材或钢件加热到或 (钢的上临界点温度)以上,30~50℃保持适当时间后,在静止的空气中冷却的热处理的工艺。正火的目的:主要是提高低碳钢的 力学性能,改善切削加工性,细化晶粒,消除组织缺陷,为后道热处理作好组织准备等。
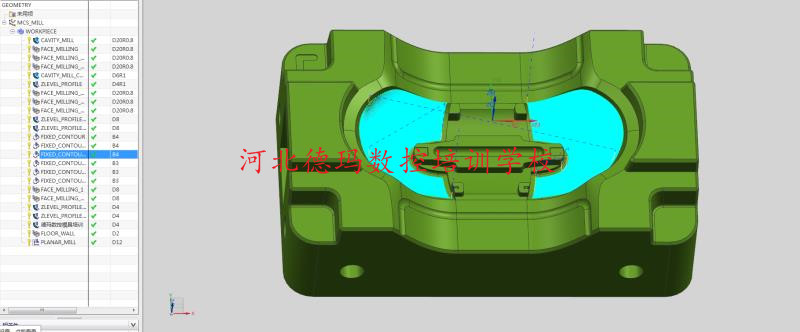
控制点
切削区域起点:控制每一层刀路的进刀位置,给定一点后,电脑会尽量将进刀位置放在你的点位,生成整个刀路。优点:可以将进刀点统一,使刀路整洁,对刀路本身没有影响。缺点:系统并不会完全按照你的,取决于你的点位是否合理。
小结:开粗刀路较乱,使用控制点可以统一进刀位置,相对整洁一下刀路。因为精加工刀路本身就很整洁,进刀点,一般用来控制下刀位置,比如从工件左侧还是右侧下刀。
预钻孔进刀点:一般不使用,不必掌握。
切削参数
顾名思义,里面的所有参数都是控制切削加工的要素,任何改动都将会改变刀路的终生成和工件终尺寸大小,请读者注意。不过也不用担心,要熟练掌握的参数只有一半左右,但是切削参数必须要重点熟练掌握。(只能反复练习)。
策略:选择切削方式(比如跟随工件)之后,进一步设置切削方式的具体参数。
切削顺序:深度**和层**两种,深度**效率高,专注加工一个区域到位后,再抬刀移动到下一个区域加工,很少抬刀,适合加工一般常规零件。层**安全,整体一层一层往下加工,如果有多个区域则同时加工,抬刀较多,适合复杂多型腔岛屿零件。
小结:如果工件只有一个型腔或者一个加工岛屿,那么两者切削顺序没有区别。
切削方向:统一选择顺铣即可。

选择“修改”并选取基准点名称。Pro/ENGINEER用红色加亮整个阵列和相应的坐标系,并用加亮选定的基准点名称。系统显示“修改阵列选项”菜单,该菜单具有下列选项:显示选定基准点(或阵列中所有点)的坐标并选择每个要修改的尺寸。要显示尺寸,选择下列选项:只显示选**的尺寸。显示阵列中所有点的尺寸。用阵列表修改整个阵列。从“点阵列表”菜单中选择“完成/返回”。选择“再生”,查看所做更改。使用“重定义”,“参照”可以改变非参数基准点阵列中的值。但是,只有使用“输入点”才能改变阵列中的点数。在曲线或边上创建基准点可以用位置参数值在曲线或边上创建基准点,其位置沿曲线距一个**点为一定长度。从“基准点”菜单中选择“在曲线上”和“完成”。
石家庄德玛数控培训招生对象
※适合岗位:模具设计师、助理设计师、项目、绘图员,薪资随工作年限增长
※培训目标:能立设计中等难度注塑模具,达到工厂2-3年模具设计水平
※招生对象:初高中以上、大中专毕业生、工厂普工,想学一门实用技术都可以报名
※教学服务:毕业拷贝送讲课视频资料,巩固学习效果
http://hbsjzcnc110.cn.b2b168.com









